服务热线:
0415-8641203
0415-8641203

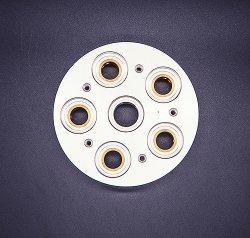
(1)合金材料及表面状态的影响
微弧氧化技术对镁工件的合金成分要求不高,对工件表面状态也要求不高,一般不需进行表面抛光处理。对于粗糙度较高的工件,经微弧氧化处理后表面得到修复变得更均匀平整;而对于粗糙度较低的工件,经微弧氧化后,表面粗糙度有所提高。
(2)电解质溶液及其组分的影响
微弧氧化电解液是获到合格膜层的技术关键。不同的电解液成分及氧化工艺参数,所得膜层的性质也不同。
(3)氧化电压及电流密度的影响
微弧氧化电压和电流密度的控制对获取合格膜层同样至关重要。不同的材料和不同的氧化电解液,具有不同的微弧放电击穿电压
(4)温度与搅拌的影响
与常规的阳极氧化不同,微弧氧化电解液的温度允许范围较宽,可在10—60℃条件下进行。虽然微弧氧化过程工件表面有大量气体析出,对电解液有固定的搅拌作用,但为保证氧化温度和体系组分的均匀,一般需配备电解液搅拌装置。
(5)微弧氧化时间的影响
微弧氧化时间一般控制在10—60min。氧化时间越长,膜的致密性越好,但其粗糙度也增加。



手机网站